ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОГО МЕТОДА ДЕФЕКТОСКОПИИ
Это краткая справка для тех, кто
мало знаком с физикой или с основными принципами
известных методов дефектоскопии.
Тем, кто желает больше узнать о
разработчике кликните
ЗДЕСЬ.
Итак, о магнитопорошковой дефектоскопии.
Вы обращали внимание на то, как мелкие железные опилки прилипают к намагниченному листу металла? Помните, что больше всего опилок скапливается по срезу металла, по контуру разреза или отверстия. Много меньше опилок распределяется по ровной "бездефектной" поверхности намагниченного листа.
Этот принцип и используется в магнитопорошковой дефектоскопии. Контролируемый участок намагничивают сильным магнитом и наносят на него мелкую ферромагнитную пыль. Чтобы ярче получалась картина, сначала участок красят белой краской - на ее фоне черные опилки отчетливее видны. А чтобы проявились самые мелкие дефекты, используют не опилки, а очень мелкую ферромагнитную пыль. Чтобы эта пыль была поподвижнее и быстрее скапливалась на дефектах, ее предварительно разводят в быстроиспаряющейся жидкости.
В результате, как только взвесь магнитной пыли попадает на намагниченную поверхность конструкции, частички быстро скапливаются на контурах дефектов, а на "бездефектных" участках их почти не остается. "Бездефектные" участки становятся светлым, почти белым фоном для черных скоплений магнитных частичек. Место и контур дефекта "проявляется".
Все бы хорошо, но:
- На результат
магнитопорошковой дефектоскопии чрезвычайно
влияет состояние поверхностного слоя металла
("зоны наклепа"),где напряжения превышают
напряжения основного металла в тысячи раз. Из-за
этого появляется "фон" из нераспределенных
частичек.
- Неравномерность магнитных свойств металла
(даже не связанная с дефектами) искажает картину.
Появляется множество случайных мест скоплений
магнитных частичек, которые трудно объяснить -
это "ложная тревога". А сами дефекты как бы
маскируются таким случайным фоном.
- Если же дефект не имеет выхода на поверхность
металла (пора внутри металла и т.п.), то этот метод
вообще не даст никаких результатов - пропустит
дефект.
Да и если дефект обнаружен, то догадаться, какую концентрацию механических напряжений он создал, практически невозможно. Надо измерить его размеры, а затем путем сложного математического расчета можно будет оценить коэффициент концентрации напряжений и опасность выявленного дефекта.
В результате бывают случаи, когда участок трубопровода вырезают на основании заключений магнитопорошковой дефектоскопии, заменяют новой трубой, а при проверке обнаруживается, что дефект только по внешним признакам был опасным. Стало быть время, силы и деньги были выброшены "на ветер".
Несмотря на то, что результат магнитопорошковой дефектоскопии не может быть внесен как документ в базу данных, этот метод входит в семерку методов, применение которых рекомендовано органами Госгортехнадзора.
Вот и взрываются наши трубопроводы......
Этих недостатков нет у приборов серии "Комплекс-2"!
На этом трубопроводе
не захотели применить
сканер-дефектоскоп
"КОМПЛЕКС-2.05"!

При работе с
прибором "КОМПЛЕКС-2.05" не требуется
никакой дополнительной обработки
результата измерения.
Результат не менее нагляден, чем при
магнитопорошковом методе, но зато автоматически
отображается на диплее и сразу записывается в
ПЭВМ.
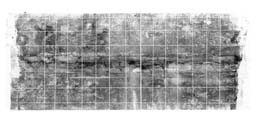
Вот так выглядит
поверхность
контролируемого участка сварного
шва при магнитопорошковом
контроле. И много тут видно?
Именно
поэтому высококвалифицированный
оператор-дефектоскопист назвал
"опасными" участки со следами
стресс-коррозионных трещин.
На самом деле опасный дефект был
совсем в другом месте - в самом сварном шве
(см. ниже).
Вот и
сопоставьте эту "туманную"
картину с картой концентраторов
механических напряжений того же
участка,
полученной прибором "Комплекс-2.05".
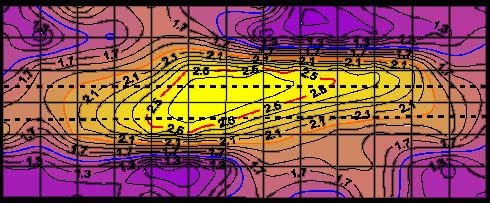
На этой карте
отчетливо видно, что
концентратор механических напряжений
расположился прямо на сварном шве (центр
карты). Лишь позже был найден дефект -
это была поперечная трещина шва. А вот
стресс-коррозионнные трещины никакой
опасности не представляли!
