| ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВЫХ МЕТОДОВ ДЕФЕКТОСКОПИИ
Это краткая справка для тех, кто
мало знаком с физикой или с основными принципами
известных методов дефектоскопии. В основе
ультразвуковых дефектоскопов лежит принцип
звуковой локации. Внешне это очень напоминает
радиолокацию. Только здесь целями являются не
самолеты, а разрывы сплошности металла, например,
стенка трещины или поры, а вместо радиоволн
применяются механические колебания
ультразвуковой частоты. Чтобы ультразвуковое колебание вышло из преобразователя и попало в металл конструкции, необходимо очень тщательно зачищать место контакта на конструкции, фактически полировать. Вот и представьте - труба диаметром 1 м, значит длина сварного шва 3.14 м. И всю эту длину надо очистить от изоляции, от грязи, отшлифовать, а затем сантиметр за саниметром по нескольку раз просветить ультразвуком. Каждая неровность на поверхности металла ли пылинка будут порождать на экране дефектоскопа сигнал, трудно отличимый от сигнала, отраженного от настоящего дефекта. И в этом шуме надо умудриться не пропустить сигнал от настоящего дефекта (иногда очень слабенький). Конечно, создаются теперь и сложные ультразвуковые комплексы с автоматическим распознаванием сигналов, с автоматическим перемещением преобразователей. Но, во-первых, стоят они порядка $300.000, но эти сотни тысяч долларов не отменяют законов физики! Не может такой комплекс обнаружить границу зоны опасных остаточных сварочных напряжений, да и дефекты не все различаются (опять из-за физики явления). А дешевые дефектоскопы - так на то они и дешевые, чтобы из-за их цены не требовать построения карт дефектов, еще более высокие показатели ложной тревоги и пропуска дефектов. Вот поэтому лучшие ультразвуковые дефектоскопы характеризуются вероятностью обнаружения дефектов всего лишь на уровне около 70%. Но наиболее общим для простейших и сложных автоматизированных ультразвуковых дефектоскопов является то, что никоим образом результат ультразвуковой дефектоскопии не указывает на опасность дефекта по главному критерию - по концентрации механических напряжений.
Из всего описанного у Вас не должно сложиться чисто отрицательное отношение к этому методу - каждый метод имеет достинства и недостатки. Но достоинства проявляются в области применимости метода. Просто для трубопроводов, резервуаров и сосудов высокого давления сегодня этот метод еще сложно использовать. **************************************************************************
|
 Такой прибор
на трубопровод в поле Такой прибор
на трубопровод в поле не возьмешь! (если захочешь быть уверенным, что нашел именно опасный концентратор напряжений)
Помните! При
работе Вот так выгладит типичный
сигнал
Вопросы: 1.
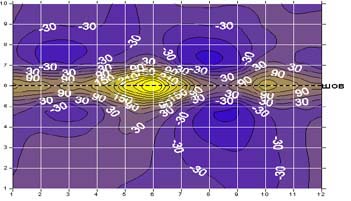
На какой пик осциллограммы А теперь
сравните с этим изображением
экрана ультразвукового дефектоскопа
Вопросы: 1. На какой картинке легче |