ФИЗИЧЕСКИЕ ОСНОВЫ
МЕТОДОВ ДЕФЕКТОСКОПИИ
Это краткая справка для тех,
кто мало знаком с физикой или с основными принципами известных методов
дефектоскопии.
Тем, кто желает больше узнать о разработчике
кликните ЗДЕСЬ.
Итак, о дефектоскопии.
Что нужно знать (хотя бы качественно, а лучше - количественно) о сооружении или о его конструкциях, чтобы "спать спокойно", не бояться обрушений, утечек газа и нефти, взрывов и других аварий, нередко связанных с гибелью людей или с уничтожением окружающей среды?
Очевидно, надо знать ряд технических свойств
объекта, которые объединяют общим названием - техническое состояние.
Так вот, чтобы "спать спокойно", надо:
1. быть уверенным в том, что техническое состояние объекта, как минимум,
не опасное.
2. быть уверенным в том, что, если техническое состояние - опасное, то
еще не все потеряно и можно это состояние восстановить, другими словами,
- вернуть объекту его работоспособность.
Но для этого надо узнать те самые технические свойства объекта, которые
влияют на работоспособность каждой важной конструкции. Таких свойств очень
много, но спасает то, что значение этих свойств для формирования работоспособности
(или класса технического состояния) очень различно. Поэтому,
в первую очередь, потребуется оценить самые значимые технические свойства
наблюдаемого объекта.
Народная мудрость - "где тонко, там и рвется" - подсказывает
направление мысли. Здесь три технических свойства упомянуто.
Во-первых,
толщина конструкции. Ее можно проверить неразрушающими методами с помощью
ультразвуковых толщиномеров. Это задача контроля. Контроль
отвечает однозначно: годен или негоден, работоспособен или неработоспособен.
Во-вторых, задумаемся,
опасно это или нет? Здесь может быть уже несколько ответов: 1. опасно
(т.е. вот-вот взорвется, т.е. аварийное состояние), 2. близко к опасному
(т.е. предаварийное состояние), 3. пока не опасно (т.е. хуже, чем у зорошей
конструкции, но...), 4. Отличное (т.е. состояние вполне работоспособное,
конструкция "как новенькая"). По-сути, определив состояние,
мы объявили диагноз конструкции, выбрали класс
ее технического состояния. Определение класса технического
состояния - это уже задача диагностики, точнее ее первой
части - кластеризации.
А почему здесь стало "тонко"? Либо здесь толщина изначально была маленькой - тогда это производственный брак завода-изготовителя (это обычно обнаруживается еще на заводе), либо она такой и была заказана (это брак проектного решения), либо толщина изменилась в процессе эксплуатации конструкции или ее монтажа. Что случилось и почему? Это уже задачи из различных проблем технической диагностики. Сюда же можно добавить вопросы типа "А сколько она еще проработает?", "А насколько можно повысить нагрузку конструкции?" и т.п.
Еще один важный аспект - а как провести контроль или диагностирование? Каким способом, какими приборами, в каких единицах описать результат такой работы... Это элементы измерения.
Наиболее часто на металлических конструкциях толщина изменяется из-за механических повреждений (ударили при перевозке или при монтаже, порезали....). Возможно изменение толщины при сварочно-монтажных работах. Например, при неквалифицированном выборе режима сварки и по другим причинам вблизи сварного шва происходит выгорание металла. При длительной эксплуатации чаще возникают повреждения поверхности из-за коррозии металла в виде язв и даже сплошного корродирования поверхности.Такие повреждения находят при визуальном осмотре, рассматривая поверхность участка конструкции с помощью увеличительной лупы или "просто так", невооруженным глазом. Тоненькие поверхностные трещины выявляют методами магнитопорошкового контроля или капиллярными. Поверхностные повреждения так и называют - поверхностные дефекты.

На этом трубопроводе не захотели применить
сканер-дефектоскоп магнитоанизотропный
"КОМПЛЕКС-2.05"!
Существенно опаснее внутренние, скрытые дефекты. Если в стенке трубы возникает полость (пора, каверна и даже тонкая трещинка), то толщина металла в этом месте, очевидно, станет меньше. Такие дефекты обнаруживают рентгеновскими или ультразвуковыми методами дефектоскопии.
Итак, мы рассмотрели первую половину рекомендаций из народной мудрости. Ясно, как и чем найти место, "где тонко".
Перейдем ко второй половинке мудрости - "там и рвется". Здесь дело по-сложнее!
Во-первых, немешало бы знать, а почему рвется? Ведь не в толщине же дело! Ведь не рассыпается же "в пух и прах" бетонная балка, хотя, если внимательно посмотреть ее структуру, она вся в порах и трещинках.
Вспомним школу. Чтобы конструкция разрушилась, надо к ней приложить силу F. Величина разрушающей силы зависит от площади S участка конструкции, на который действует сила F. Чем больше площадь участка, тем больше нужна сила, которая разрушит его. Есть очень удобная характеристика - отношение силы F к площади S. Такое отношение называется механическим напряжением и обычно обозначается символом "б" (сигма). То есть б=F/S.
Прежде, чем разорваться на части, металл обычно начинается сильно растягиваться - течет. Значение б, при котором начинается течение металла, а по-сути, начинает разрушаться, называют напряжением текучести и обозначают тем же символом, но с индексом "т", то есть б(т). Значит конструкция будет в работоспособном состоянии, если механические напряжения б во всех точках конструкции будут меньше, чем б(т).
И еще одно полезное понятие. Пусть на всех "нормальных" участках конструкции механические напряжения достигают значения б(1). В зоне дефекта, как мы уже убедились, напряжения будут обязательно выше, например, б(2). Величина k=[б(2)/б(1)] называется коэффициентом концентрации механических напряжений. Она показывает во сколько раз напряжения в зоне дефекта выше, чем напряжения на нормальных участках конструкции. Очевидно, что в зоне дефекта коэффициент "k" всегда больше единицы.
Теперь, вроде бы, все становится ясным: с помощью дефектоскопии мы можем найти дефект, оценить его размер, а затем вычислить уменьшение площади S в дефектном месте по сравнению с "бездефектным", то есть оценить коэффициент концентрации напряжений. Ясно, что раз S в дефектном месте меньше, то и механические напряжения здесь будут больше, чем в бездефектном месте: здесь возрастут местные напряжения.Теперь остается посмотреть, не превысят ли местные напряжения в дефектном месте значение напряжения текучести. Если превысят, значит дефект опасный, если не превысят, значит можно "спать спокойно". Эту задачу решают, как правило, проектные организации (на самом деле расчет прочности конструкции с дефектом - достаточно сложная задача).
Именно из-за этой кажущейся очевидности сегодня все технологии технической диагностики, испытаний и контроля технического состояния направлены на поиск дефектов в виде трещин, пор, шлаковин, непроваров, несплавлений и других видов нарушения сплошности и однородности металла. То есть все современные технологии ориентированы на применение дефектоскопии, как средства для сбора информации о наличии нарушений сплошности и, по возможности, о параметрах такого наружения (координаты, форма, размеры). Что касается использования параметров обнаруженного дефекта в сложных математических расчетах, то эту сложность обходят, заранее вычисляя степени опасности для наиболее типичных дефектов и марок металлов. Результаты расчетов сводят в таблицы "норм дефектов", которые используют в полевых условиях.
Но, во-первых, любой расчет - "не идеален". Он основан на несколько "упрощенных" взглядах авторов расчета на природу материала конструкции, на схему приложения сил к ней.... Это всего лишь модель. Она может быть ошибочна изначально, а может стать ошибочной. Например, при изменении инженерно-геологических условий. Представьте, схема расчета предполагала, что труба будет спокойно лежать на земле, а из-за проливных дождей появился оползень, который "поятнул" ее в сторону... Т.е. надо каким-либо образом "уйти" от расчета. Можно ли найти такой путь? Вспомните- Вы когда-нибудь занимались расчетом вкусности и полезности яблока, чтобы принять решение - есть или не есть его? Нет. Вы посмотрели на его некоторые внешние признаки, сравнили их с признаками образа хорошего яблока, в крайнем случае оценили вес... и дальше приняли решение! В технической диагностике то же самое: посмотрите на образ поля распределения параметров местных напряжений. Если признаки этого образа не указывают на опасную ситуацию, то конструкция будет жить! И никаких расчетов!
На этом пути, вроде бы, остается только одно препятствие - дефектоскопы находят не все дефекты! Есть такое понятие - вероятность обнаружения дефекта, и другое - вероятность ложной тревоги.
Вероятность обнаружения дефекта определяется при испытания прибора на участке с заранее известным числом дефектов. Например, на участке имеется 100 дефектов, а прибор помог обнаружить только 70 из них. Значит вероятность обнаружения дефектов данным прибором равна 70/100=0,70 или 70%.
Вероятность ложной тревоги определяется таким же способом, но вместо фактических дефектов в расчете учитывают случаи, когда прибор указывает на здоровый участок металла как на дефект, чем вызывает ошибочную (ложную) тревогу оператора-дефектоскописта.
И пропущенные дефекты, и ложная тревога - все это промахи, которые могут привести к плачевным последствиям. Например, пропущен дефект. Трубу закопали в грунт. Пустили по ней газ под давлением 50-70 атмосфер.... Взрыв...
Или наоборот. Ложная тревога. Срочно прекратили работу трубопровода. Привезли механизмы, новую трубу, вырезали участок (в котором на самом-то деле дефекта нет!), врезали новую трубу. И.... понесли денежные потери за газ, неперекачанный за время отключения нити газопровода, за работы по замене участка трубы, да и за новую трубу надо было заплатить, за доставку ее и механизмов. А если это происходит в болотистой местности?
Итак, вроде ясно - надо стремиться к тому, чтобы дефектоскоп не пропускал дефекты и не вызывал ложной тревоги. Однако, решить эту проблему практически невозможно. Есть предел возможностей у каждого метода, зависящий не от гениальности конструктора, а от природы используемого физического явления.
Еще более неприятным является то, что на опасность влияет не столько размер дефекта, сколько его форма. Ровненькая кругленькая раковина менее опасна, чем не обнаруживаемая ни ультразвуком, ни рентгеном тонкая микротрещина. Обратите внимание на то, что, если просверлить дырочку на самой вершине трещины в стекле, то эта трещина дальше не будет расти, хотя диаметр дырочки во много раз больше, чем ширина трещинки в вершине. Дело в том, что на острых границах дефектов коэффициент концентрации напряжений во много раз больше, чем на гладких поверхностях. Вот и получается, что дефектоскоп показывает наличие дефекта, все волнуются, а конструкция прекрасно работает с этим дефектом. Просто дефект был правильной формы и не очень опасен. В тоже время тоненькую трещинку на рентгеновском снимке вообще не видно, а при малейшем возрастании нагрузки на конструкцию происходит "внезапное" разрушение (вспомните, насколько тонкий след оставляет стеклорез на оконном стекле, но как легко ломается стекло именно по этому тонкому следу!).
 Используя
другие методы дефектоскопии, оператор
Используя
другие методы дефектоскопии, оператор
не скоро увидит плоды своего труда и не сразу
сможет "привязать" положение дефекта к обследованному участку
конструкции - нужна дополнительная обработка данных.
А вот затраты времени на сбор данных будет такими же, как при использовании
прибора "Комплекс-2.05",
который сразу выдает готовые "картинки" и текстовые
заключения!
Но и это - не все. На ответственном участке конструкции дефекты
в виде разрыва сплошности среды (поры и т.п.) или инородных включений
(шлак..) могут вообще отсутствовать, но участок окажется опасным.
Причина в том, что "там и рвется" не потому, что "там"
дырка или шлаковина, а потому, что "там" возросли напряжения.
Почему возросли напряжения? Из-за поры диаметром 2 мм на стенке 10 мм? Давайте посчитаем. Толщина стенки из-за поры уменьшилась на 2 мм, т.е. на 20%. Следовательно, и напряжения в этом месте выросли на 20%. Опасно это или нет? Конечно, это "неприятно", но и не опасно: дело в том, что при проектировании конструкции используются коэффициенты запаса. Т.е. конструкция должна выдерживать 100 единиц нагрузки, а ее рассчитывают под нагрузку 125 единиц и более. К тому же при сдаче в эксплуатацию конструкции испытывают на нагрузки в 1.2 - 1.5 раз большие, чем эксплуатационные, рабочие.
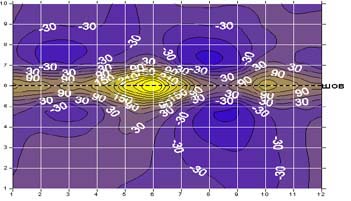
Напряжения могут возрасти по любой другой причине! Например, после сварки всегда в околошовной зоне обнаруживаются остаточные сварочные напряжения, вызванные термическими процессами: сечение в норме, пор и шлака нет, а сила, разрывающая металл - резко возросла. Вот эта сила и может оказаться опасной! Она порождает резкий рост местных напряжений (которые обычные дефектоскопы не показывают), которые могут превысить предел прочности материала. Сварной шов может лопнуть даже до начала эксплуатации конструкции!
Итак, в области остаточных сварочных
напряжений дефекты могут отсутствовать. Однако, если режим сварки был
выбран неправильно, остаточные сварочные напряжения могут сразу превысить
порог текучести или подойти так близко к этому порогу, что при небольшом
нагружении конструкции (например, при повышении давления в трубе) произойдет
ее разрушение.
Такую ситуацию известными методами дефектоскопии не распознать. Именно
поэтому, несмотря на жесткий контроль строительных лабораторий и Госгортехнадзора,
каждую неделю происходят утечки нефти в реки, взрывы газопроводов, развалы
нефтяных резервуаров и другие аварии по, якобы, непредвиденным или
непредсказуемым причинам. На самом деле эти аварии и катастрофы
можно предотвратить, если искать не дефекты, а опасные напряженные места
конструкций, а точнее, если сразу искать концентраторы
механических напряжений.
Устройства, позволяющие выявлять концентраторы механических напряжений, минуя этап определения наличия разрыва сплошности среды или инородного включения, не являются дефектоскопами в общепринятом смысле. Это совершенно новый класс средств технической диагностики, неразрушающих испытаний и контроля качества.Это новая технология технической диагностики.
Поскольку такие приборы сразу показывают значение концентрации механических напряжений, они не пропускают ни сверхтонкие трещинки, ни бездефектные зоны с остаточными сварочными напряжениями, ни обычные дефекты. Зато они сразу показывают степень опасности выявленного концентратора - по значению коэффициента концентрации напряжений.
Коль скоро значение коэффициента концентрации напряжений сразу (без сложных расчетов) становится известным, то на месте работ можно сразу принять меры по предотвращению аварии или решить, стоит ли делать в этом месте дорогостоящий ремонт. Например, пусть обнаружен концентратор напряжений с коэффициентом k=2. Сразу ясно, что в этом месте механические напряжения в 2 раза выше, чем во всех остальных местах. Чтобы труба не лопнула, в точке с этим концентратором напряжение должно быть меньше напряжения текучести б(т). Но это значит, что на всех "нормальных" участках трубы напряжения должны быть в 2 раза меньше. А это позволяет тут же назначить предельно допустимое давление газа в трубе. В результате трубопровод не перестанет работать, будет приносить доход, хотя в нем есть дефект. При этом можно "спать спокойно" и не ждать "внезапного" взрыва. А будет возможность, так позже, при более удобных условиях, можно и провести ремонт.
Сегодня многие разработчики
обещают предсказать или оценить степень опасности дефектов с помощью своих
приборов. К этим обещаниям надо прислушиваться очень осторожно! Некоторые
особенности "традиционных" методов с этих позиций проанализированы
на других страницах этого сайта.
Почитайте
и Вам станет ясно, почему только приборы серии "КОМПЛЕКС-2.05" и система "СОИ
ИДК" решают именно ту задачу,
которая Вам нужна.
Наибольший эффект такие приборы дают на строящихся или ремонтируемых участках. Дело в том, что в зонах остаточных сварочных напряжений в несколько раз ускоряется коррозия металла. Есть и особый вид поражения металла - стресс-коррозия (stress=напряжение). Сегодня остаточные напряжения никак не контролируются! Вот и получается, что проходит год-второй после сдачи трубопровода в эксплуатацию, по результатам рентгеновского и ультразвукового контроля дефектов не было, и, вдруг - бац - "внезапный" взрыв газа или прорыв нефти. Все разводят руками. А по факту - виноваты в том, что не применили прибор "Комплекс-2.05" и, по-сути, сознательно создали условия для экономического ущерба, для экологической катастрофы, для жизни и здоровья людей. Отказавшись от приобретения "Комплекс-2.05" такие "специалисты" наносят ущерб России и своей организации на миллионы долларов, хоть и в рублях. Хорошо еще, если люди при этом не погибнут.....
**************************************************************************
У Вас возникли вопросы или есть,
что обсудить?
Тогда ![]() на ФОРУМ: здесь обсуждаем насущные вопрос
на ФОРУМ: здесь обсуждаем насущные вопрос
